


Загальна технологія
GB / T19228.2-2011
Загальні технічні вимоги до трубки з нержавіючої сталі
GB / T19228-2011 базується на GB / T12771-2008, тому наступні технічні вимоги також застосовуються до інших труб загального призначення з нержавіючої сталі.
Ⅰ. Розмір і терпимість
Округлість: допустиме відхилення зовнішнього діаметра C становить ± 0,5% D, DN150-300, 0,75% D нижче DN150;
Товщина: Допустиме відхилення: ± 10% S;
Довжина: 3000-9000 мм, також може бути налаштована за потребою, допустиме відхилення: 0 ~ +20 мм;
Ступінь вигину: 2 мм / М;
Ухил: ухил отвору сталевих труб повинен відповідати вимогам, наведеним у наступній таблиці.
Ⅱ. Метод розрахунку ваги
Трубка з нержавіючої сталі, як правило, постачається відповідно до теоретичної ваги, а також може бути поставлена відповідно до фактичної ваги після узгодження. При доставці відповідно до теоретичної ваги теоретична вага розраховується за формулою (I)
| Ущільнення з нержавіючої сталі та теоретична формула ваги | |||||
| Ні. | Новий сорт | Старий сорт | Щільність | Перетворена формула | |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | 7,93 | Ш = 0,024 91S (DS) | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | 7,90 | Ш = 0,024 82S (DS) | |
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | 8.00 | Ш = 0,025 13S (DS) | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 8.00 | Ш = 0,025 13S (DS) | |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 7,77 | Ш = 0,024 35S (DS) | |
| Нахил трубного отвору з нержавіючої сталі | |
| Зовнішній діаметр трубки | 切 斜 ≤ Косий≤ |
| ≤20 | 1.5 |
| > 20-50 | 2.0 |
| > 50-108 | 3.0 |
w = π ‰ S (DS) ρ ………………. (1)
Примітка:
W - теоретична вага сталевої трубки в кілограмах на метр (кг / м);
Π = 3,1416;
S - номінальна товщина стінки сталевої труби, в міліметрах (мм);
D - Номінальний зовнішній діаметр сталевої труби, в міліметрах (мм):
P - Щільність нержавіючої сталі в кг / дм3, будь ласка, перевірте наступну таблицю щодо щільності кожного сорту.
| Технічні вимоги | |||
| Сорт матеріалу та застосовні умови сталевої труби повинні відповідати наступним вимогам | |||
| Ні. | Новий сорт | Старий сорт | Застосовні умови |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | Вживання очищеної води, щоденної питної води, повітря, медичного газу, холодної води, гарячої води тощо. |
| Вживання очищеної води, холодної води, гарячої води тощо. | |||
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | Застосування, що вимагають вищої корозійної стійкості, ніж 06Crl9NilO |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | Застосування, що вимагають вищої корозійної стійкості, ніж 06Cr17Ni12Mo2 |
Застосовуване середовище з вищими іонами кисню в середовищі
| Сорт і хімічний склад труб з нержавіючої сталі (аналіз виплавки) | ||
| Ні. | Уніфікований цифровий код | Хімічний склад (масова частка) /% |
| Механічні властивості сталевої труби повинні відповідати вимогам, наведеним у наступній таблиці。 |
Зазначена непропорційна сила розтягування
Межа міцності на розрив Rm / Mpa
Подовження після руйнування А /%
Статус термообробки
Статус нетеплової обробки
Вітрина продукту
Корпус продукту
Опис
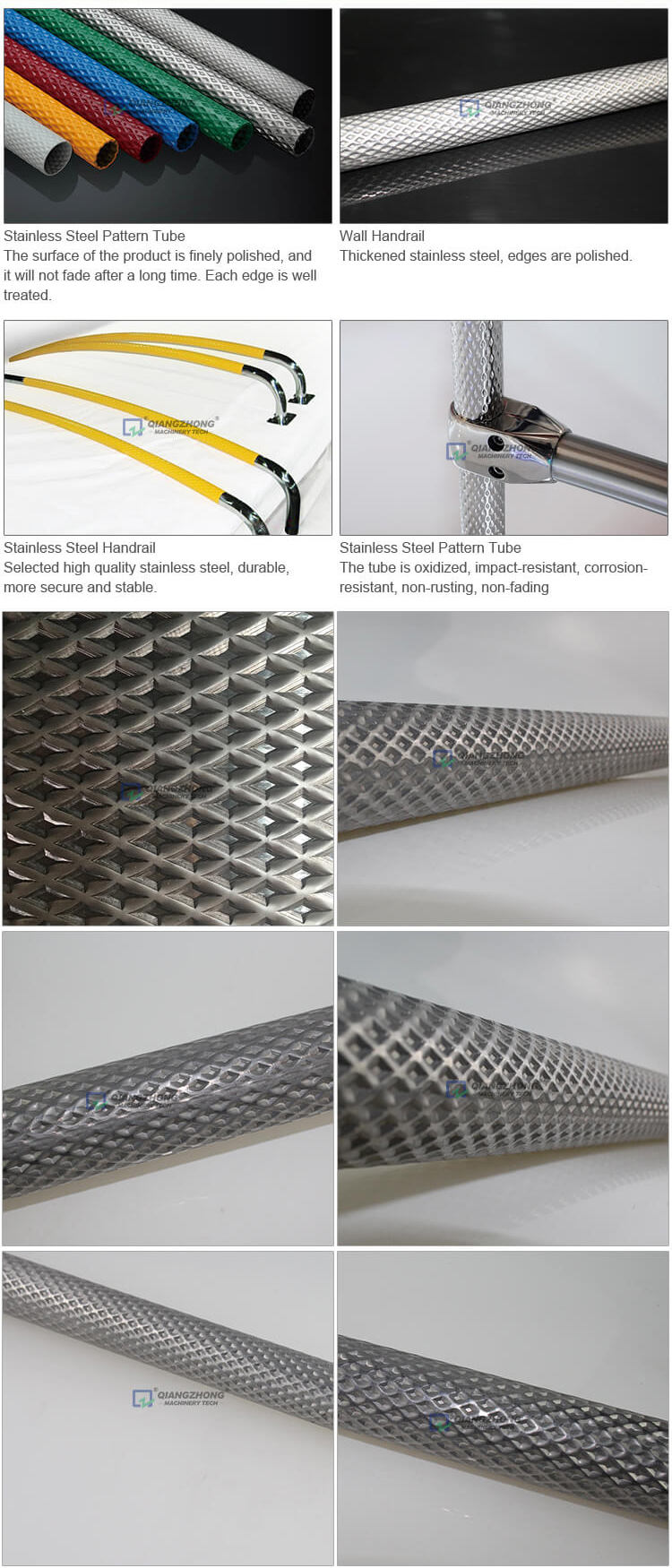
Трубка з нержавіючої сталі
- Трубка в основному є звареною трубкою або малюнком, зазвичай використовується як поручні або оздоблення, матеріалом якої є, як правило, нержавіюча сталь 304 або краще. Його виробничий процес полягає в тому, що спочатку пресують шаблон трубки сталевою стрічкою, а потім загальним формувальним зварюванням і, нарешті, травленням та поліруванням.
- Зазвичай це діамантовий малюнок або круговий малюнок, що приймає тиснення на сталевій смузі та зварювання, що формує сталеву котушку.
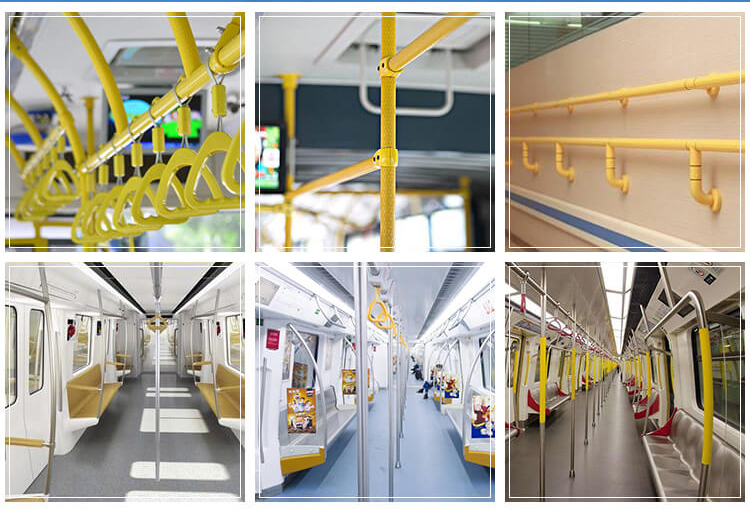
Його діаметр, як правило, становить 22мм-48мм, основне застосування: оздоблення будинку, поручні для барикад сходів, ручки для труб, поручні для автомобілів тощо.
| φ25 x 1,5φ32 x 1,5 | Автомобіль, автобус |
| φ30 x 2,0 | Японія |
| φ32 x 2φ32 x 2.5 | Китай |
| φ35 x1,5φ35 x 2,0 φ35 x 2,5 φ35 x 3,0 |
Гонконг, Південна Корея |
| φ38 x 2,0φ38 x 2,5 φ38 x 3,0 |
ЄС |
Поруччя з нержавіючої сталі, Поруччя настінна, Поруччя для інвалідів
Цей продукт має нову структуру та провідні технології. Відповідно до характеристик поручня, органічне поєднання виливки та труби забезпечує, щоб поручень мав високу міцність та гладкі лінії поверхні. Процес зрощення поручнів вирішує проблему, через яку деякі кути після зварювання перил не піддаються обробці поверхні. Відповідно до технічних вимог, поверхню поручня можна обробити щіткою, піскоструминною обробкою, накатуванням, фарбуванням за допомогою розпилення та формуванням за допомогою розпилення. Згодом поверхню обробляють спеціальним процесом проти забруднення, роблячи її гарним зовнішнім виглядом, позбавленою олії та легкою в очищенні. Спеціальний процес зварювання для виготовлення поручня всебічно контролюється з точки зору експлуатації, обладнання та параметрів процесу для забезпечення якості зварювання.
| φ25 x 1,5φ32 x 1,5 | Автомобіль, автобус |
| φ30 x 1,2 | Японія |
| φ32 x 2φ32 x 2.5 | Китай |
| φ35 x 2,0φ35 x 2,5 φ35 x 3,0 |
Гонконг, Південна Корея |
| φ38 x 2,0φ38 x 2,5 φ38 x 3,0 |
ЄС |





